
Le tenute meccaniche a gas non sono certo una nuova tecnologia, tuttavia oggi più utenti stanno sfruttando questa soluzione, una volta complicata e costosa, per migliorare l’affidabilità delle apparecchiature, avvicinarsi alla massima efficienza e risparmiare energia e denaro.
Una tenuta meccanica a contatto (a cartuccia, a componenti,…) ha una durata limitata, determinata dalla quantità della sua faccia consumabile. Al contrario, il ciclo di vita di una tenuta meccanica a gas è limitato solo dalla vita dei suoi o-ring, che in genere durano circa 15 anni. Confrontando questa durata con la vita media di tre anni di una tenuta meccanica standard, ed è chiaro che le tenute a gas meritano una seria attenzione da parte degli ingegneri e dei gestori dell’impianto.
Confronto sulle idee sbagliate riguardo le tenute meccaniche a gas
Quando una tenuta meccanica a gas viene proposta come un miglioramento rispetto a una tradizionale tenuta meccanica doppia, spesso si ottiene una risposta piuttosto perplessa e riluttante. Alcune persone sono preoccupate per i potenziali pericoli derivanti dall’utilizzo di gas, mentre altri ritengono che le tenute a gas abbiano applicazioni molto limitate. Risolviamo questi malintesi comuni:
- Le tenute meccaniche a gas non richiedono l’utilizzo di gas pericolosi. Richiedono gas compresso, che può essere azoto o aria pulita, a seconda di quale sia compatibile con il processo;
- Le tenute meccaniche a gas hanno anche un’ampia applicabilità. Possono essere utilizzate in quasi tutti i macchinari rotanti che richiedono una tenuta per alberi rotanti.
Lo sviluppo delle tenute meccaniche a gas
Prima di addentrarci nei risparmi ottenibili attraverso l’uso di tenute meccaniche a gas, diamo un’occhiata a ciò che ha guidato lo sviluppo e l’applicazione di questo design di tenuta nelle pompe e nel controllo delle emissioni.

Nei primi anni ‘60 il primo coinvolgimento degli Stati Uniti nei controlli delle emissioni iniziò con la fine del Clean Air Act del 1970. I veri limiti normativi non si fecero strada fino a più tardi negli anni ‘70 e ‘80. I primi regolamenti stabilivano limiti di 10.000 PPM (parti per milione) di gas identificati come VHAP (Volatile Hazardous Air Pollutants). Passando attraverso gli anni ‘80 e ‘90, le autorità federali, statali e locali riducevano i limiti fino a 1.000 PPM e spingevano addirittura a 50 PPM in alcuni stati USA. L’industria delle tenute meccaniche è andata a lavorare per soddisfare queste normative e le tenute a gas sono state uno dei progetti per affrontare queste sfide.
Attuali linee guida FSA
Di seguito sono riportati gli accordi di tenuta attuali delineati dalla Fluid Sealing Association (FSA) e comunemente impiegati per soddisfare i requisiti normativi. È importante vedere come le tenute a gas possano soddisfare le condizioni più rigorose (zero emissioni) riducendo al contempo il consumo di energia.
Obiettivo emissioni: 200PPM (FSA)
Soluzione: Accordo 1 (API 682) – Tenuta meccanica singola
“Come accettato e determinato dalla FSA (Fluid Sealing Association), le tenute singole a basse emissioni specificamente progettate sono in grado di contenere efficacemente le emissioni a <200 ppm. Queste disposizioni di tenute meccaniche singole sono definite come accordo 1 nell’API 682.”
Le tenute meccaniche singole sono una soluzione efficace a basse emissioni che può però contenere perdite. L’affidabilità dipende non solo dal fluido di processo, ma anche da altre variabili. Inoltre, nel corso della vita della tenuta (che può essere di diversi anni) le variabili in gioco, quali il funzionamento e la normale usura, possono aumentare il rischio di guasti precoci e perdite maggiori. Dal momento che non vi è alcun contenimento secondario, qualsiasi guasto di una tenuta meccanica singola si tradurrà in emissioni elevate. Questa preoccupazione porta molti al prossimo livello di protezione.
Obiettivo emissioni: 50PPM (FSA)
Soluzione: Accordo 2 (API 682) – Tenuta meccanica doppia, non pressurizzata
“È accettato e determinato dalla FSA che l’uso dell’API 682 Accordo 2, ovvero una tenuta meccanica doppia non pressurizzata, può contenere in modo efficace e affidabile l’emissione fuggitiva al livello <50PPM.”
L’Accordo 2 è in realtà l’applicazione di due tenute meccaniche singole in serie. Si parla comunemente in questo caso di tenuta meccanica “tandem”. Essenzialmente la tenuta meccanica interna, a contatto con il processo, fa il vero e proprio lavoro di tenuta. La tenuta esterna contiene il liquido tampone ed è una tenuta di riserva in caso di rottura della tenuta interna. Il fluido di processo entra nello spazio o nella cavità tra le tenute e viene raccolto, quindi scaricato in un sistema di recupero del vapore.
Obiettivo emissioni: Zero PPM (FSA)
Soluzione: Accordo 3 (API 682) – Tenuta meccanica doppia, pressurizzata
“È accettato e determinato dalla FSA, che l’uso dell’API 682 Accordo 3, ovvero una tenuta meccanica doppia pressurizzata, può fornire in modo efficace e affidabile il 100% di contenimento delle emissioni fuggitive che significa 0 PPM nell’ambiente.”
Le tenute meccaniche doppie pressurizzate eliminano essenzialmente il divario nei livelli di emissione lasciati dalle tenute doppie non pressurizzate dell’Accordo 2. Come le tenute doppie discusse precedentemente, l’Accordo 3 è costituito da due elementi di tenuta. Tuttavia, in questo caso, la pressione all’interno (o tra i due) viene mantenuta ad una pressione più elevata rispetto alla pressione del fluido di processo. Ciò impedisce la fuga di qualsiasi fluido/emissione di processo nell’atmosfera.
Come l’Accordo 2, gli elementi di tenuta per l’Accordo 3 possono essere sia liquidi che a tenuta di gas (come nel caso della tenuta meccanica Chesterton 4400 Gas Seal). A seconda del fluido utilizzato, la “barriera”, liquido o gas, isola il processo dall’atmosfera. Contiene quindi in modo positivo perdite (cioè emissioni fuggitive) mantenendo un ambiente di tenuta stabile e coerente. L’unico requisito è un’adeguata pressione del fluido di barriera al di sopra della pressione della camera di tenuta, generalmente 1-2 bar superiore.
Il grande vantaggio di una tenuta meccanica a gas è che fornisce prestazioni a zero emissioni insieme a significativi risparmi in termini di manutenzione ed energia, come scopriremo successivamente.
Rischi vs. Vantaggi delle tenute meccaniche a gas
Esistono tradizionalmente alcuni rischi associati al passaggio alle tenute a gas. È stato dimostrato nel tempo che le tenute a gas sono inizialmente costose da acquisire, richiedono sistemi di gestione complessi e spesso richiedono la modifica della pompa da installare.
Con diversi design di tenute meccaniche a gas, alcuni stabilimenti hanno subito un improvviso e drammatico guasto delle apparecchiature associate ad una situazione di perdita di fluido di barriera - e persino la rottura della tenuta stessa.
Fortunatamente, questo non vale per molte tipologie di tenute a gas. Ad esempio, Chesterton produce tenute meccaniche a gas da oltre 15 anni e il suo prodotto di punta, la tenuta 4400, elimina quasi tutti i rischi tradizionali delle tenute a gas attraverso l’uso di diverse caratteristiche:
- Essendo un design ibrido, questa tenuta è in grado di funzionare anche a velocità molto basse, 1,4 m/s, poiché utilizza entrambi i meccanismi di funzionamento idrostatico e idrodinamico. Ciò riduce l’usura per attrito delle superfici di tenuta durante frequenti operazioni di avvio ed arresto.
- La tenuta meccanica 4400 ha anche un sistema di gestione integrato nella sua flangia, l’IGCS (In-Gland Control System). L’IGCS elimina la necessità di un pannello complesso per il gas. Regola il flusso e la pressione del gas in modo autonomo, riducendo così il rischio di rottura prematura della tenuta a causa di errori o malfunzionamenti del pannello di controllo dell’operatore.
- La tenuta meccanica 4400 è anche in grado di funzionare senza guasti anche in caso di perdita di fluido di barriera, proteggendo le apparecchiature associate e attenuando i guasti prematuri delle tenute. In caso di perdita di gas di barriera, la tenuta passa a una tradizionale tenuta liquida e, ripristinando il fluido di barriera, torna ad operare come tenuta a gas.
Applicabile a quasi tutte le pompe che oggi funzionano con una tenuta meccanica a cartuccia, la 4400 offre agli utenti l’opportunità di raggiungere i loro obiettivi di efficienza, emissioni e MTBR.
In che modo le tenute a gas forniscono risparmi
Per capire come una tenuta a gas può fornire miglioramenti di efficienza quando installata sulle pompe, è importante esaminare i costi di possesso e funzionamento di una pompa durante l’intero ciclo di vita.
I due maggiori costi delle pompe sono energia e manutenzione. Insieme, queste aree rappresentano il 75% delle spese totali del ciclo di vita della pompa. Le spese rimanenti sono principalmente di ingegneria e l’acquisto iniziale della pompa.
I fattori che tengono conto dei costi energetici (di gran lunga la maggiore spesa) includono:
- L’efficienza complessiva del sistema di pompaggio
- Perdite rotazionali relative alle condizioni dei cuscinetti e all’efficienza del motore
- Il fabbisogno energetico del dispositivo di tenuta stesso
- La manutenzione della pompa, la seconda più lunga spesa per la vita (include la sostituzione in corso di articoli con una durata di servizio e le ore di manodopera associate per svolgere tali compiti)
Esaminiamo insieme un esempio di potenziale risparmio associato semplicemente al passaggio da una tenuta meccanica doppia a cartuccia alla tecnologia di tenuta a gas non a contatto.
Confronto del consumo di energia
Per il nostro esempio utilizzeremo una tenuta meccanica doppia da 50mm funzionante in una pompa con fluido di processo a 95 ° C e 7 barg.
I costi dovuti all’attrito possono essere calcolati come 0,75 kW e 0,08 kW rispettivamente per la tenuta doppia e la tenuta a gas. Ipotizzando un costo medio dell’energia elettrica europea è pari a € 0,08/kWh e supponendo che la nostra pompa funzioni 24 ore al giorno, 7 giorni alla settimana, 40 settimane all’anno. L’entità del consumo di energia per attrito è di quasi 10 volte superiore per la tenuta meccanica doppia a cartuccia rispetto alla tenuta a gas, il che significa circa € 360 all’anno.
Altri benefici
Quando si effettua il passaggio da tenuta meccanica tradizionale ad una tenuta meccanica a gas sono presenti anche altri vantaggi:
- La contaminazione del prodotto non può verificarsi
- Il rischio che il liquido di barriera entri nel processo viene eliminato
- Non c'è calore aggiuntivo generato che possa influenzare il processo o, peggio ancora, aumentare la necessità di raffreddare la tenuta
Questi fattori, in base a ciascuna applicazione, possono migliorare l’efficienza economica complessiva delle tenute a gas rispetto alle tenute meccaniche tradizionali.
Cerchiamo ora di approfondire ulteriormente il costo del funzionamento di una tenuta meccanica doppia con un fluido di barriera pressurizzato (Plan 53 A).
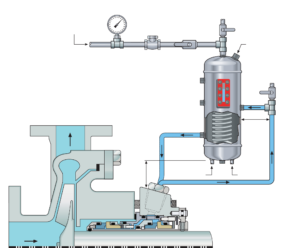
Ci sono diversi costi di efficienza che contribuiscono tutti al costo operativo complessivo. I più notevoli sono il costo di attrito della rotazione della tenuta ed il funzionamento del sistema di barriera. Il suo unico compito è rimuovere il calore dalla tenuta. Nel nostro esempio, è richiesto anche un ulteriore raffreddamento del sistema di barriera in quanto il carico di calore posto su di esso è dell’ordine di 0,9 kW. Aggiungete a ciò il costo di circolazione dell’acqua di raffreddamento e il carico addizionale posto sull’ampio dispositivo di raffreddamento, ovvero altri 1,1 kW vengono consumati. Quindi, in totale, la nostra tenuta meccanica doppia a cartuccia consuma 2,75 kW ogni ora in cui viene utilizzata.
Il totale del costo operativo è di € 1.482,80 = 2,75 kW x € 0,08 x 6740 h all’anno.
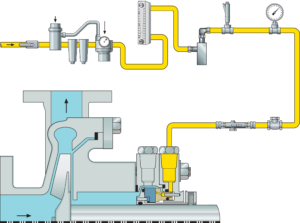
Come confronto diretto, la figura sopra riportata illustra la stessa pompa con una tenuta a gas installata.
- La tenuta a gas non richiede un sistema di controllo del fluido di barriera. Poiché il raffreddamento non è richiesto, non vi è alcuna perdita termica.
- Dato che gli stabilimenti non possono generalmente funzionare senza una qualche forma di sistema di aria compressa, supponiamo che il costo del gas di alimentazione della tenuta sia di 500 watt. Ciò si riferisce al fatto di avere un compressore dedicato in grado di soddisfare i requisiti di pressione e portata dei gas delle tenute.
- L’unica altra cosa da aggiungere è il costo dell’energia frizionale della tenuta.
Il risparmio risultante è di € 1.170,06 = 1.482,80 - (0,58 kWh x € 0,08 x 6740h).
Articolo originale in inglese a cura di Steve Bullen, A.W. Chesterton MSD Global Product Line Manager.