
Quando si parla di applicazioni con guarnizioni, è opinione comune che gli scambiatori di calore sono tra i dispositivi più difficili su cui fare tenuta. Si tratta di macchinari complicati che richiedono particolare attenzione nella scelta della guarnizione idonea, per garantire la sicurezza e la massima efficienza.
Quando si verificano problemi con le guarnizioni dello scambiatore di calore, ci sono quattro aree principali da considerare:
- Tipologia di scambiatore di calore: a causa della grande varietà di modelli costruttivi di scambiatori di calore e di applicazioni delle guarnizioni, raggiungere la tensione corretta delle guarnizioni può essere complicato. Il design della flangia permette di creare una guarnizione che sia realmente sollecitata?
- Assemblaggio: la forza di compressione è sufficiente o troppo bassa? Hai la guarnizione giusta?
- Condizione delle facce metalliche: la flangia è irregolare, danneggiata, corrosa, sporca o non conforme alle specifiche?
- Materiale della guarnizione: stai riutilizzando le vecchie guarnizioni? O utilizzando una guarnizione con dimensioni errate o una che si sta estrudendo?
In un articolo precedente abbiamo analizzato quali sono le cause ed i costi legati alle perdite negli accoppiamenti flangiati. In questo post ci concentreremo sui problemi delle guarnizioni degli scambiatore di calore e su come adottare tempestivamente le corrette procedure per la massima sicurezza e prestazioni.
Tipologia di scambiatore di calore & stress della guarnizione
A causa dell’ampia gamma di tipologie e configurazioni degli scambiatori di calore, lo stress delle guarnizioni insufficiente o eccessivo è un problema comune. Lo stress insufficiente può essere causato da guarnizioni troppo larghe. La risposta a questo problema è di restringere la guarnizione che si tradurrà in una maggiore sollecitazione e una migliore tenuta. In molti scambiatori di calore con scarso spazio nella zona di tenuta si può installare la corretta guarnizione solo osservando le misurazioni e calcolando lo stress.
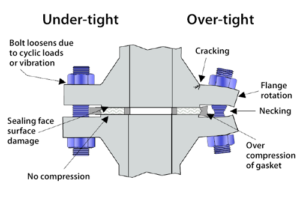
Al contrario, in caso di sollecitazioni eccessive delle guarnizioni, è possibile che si abbia un carico eccessivo di bulloni con conseguente danneggiamento dell’elemento di tenuta in grafite. In questo caso, la soluzione migliore è diminuire il carico dei bulloni ed eventualmente anche cambiare il materiale di bullonatura con uno che abbia più allungamento ad uno snervamento inferiore.
Assemblaggio
È importante considerare i problemi relativi all’installazione delle guarnizioni, tra cui:
- Serraggio errato o insufficiente del bullone: questo può essere il risultato di una procedura di serraggio errata o imprecisa
- Temperatura di esercizio: può essere un problema quando si supera il limite di temperatura della guarnizione. Controllare le specifiche della guarnizione per la temperatura massima consentita
- Tiranteria errata o di lunghezza insufficiente: assicurarsi che i dadi abbiano una buona aderenza sull’intera lunghezza della filettatura del bullone e che i filetti siano abbastanza lunghi da consentire ai dadi di entrare in contatto con le facce metalliche. Assicurati che i tiranti siano abbastanza lunghi per installare sempre una rondella piatta indurita. Se il bullone è troppo corto, sostituirlo con uno più lungo.
Condizione delle facce metalliche della flangia
Le facce della flangia sono le aree di tenuta della flangia. Si accoppiano quando la flangia viene serrata e la guarnizione viene compressa tra di loro. Esistono diverse aree importanti da verificare per garantire prestazioni ottimali:

- Superficie della flangia: controllare sempre la superficie della flangia. La scanalatura concentrica è ideale per l’alta pressione. Se si utilizza una scanalatura a spirale fonografica o continua, la profondità non deve essere eccessiva per l’inserimento della guarnizione. Assicurarsi che non vi siano danni durante il trasporto o modifiche dall’ordine specificato. Attraverso tecnologie e macchinari portatili è possibile lavorare le superfici sul campo per ottenere le condizioni ottimali degli accoppiamenti della flangia.
- Facce non uniformi: ciò potrebbe significare che le flange sono troppo sottili. Ricorda che le facce devono sempre essere sufficientemente rigide da non essere distorte dal carico dei bulloni. Le facce delle flange devono sempre essere parallele e i tiranti non devono mai essere serrati insieme ma nella sequenza corretta.
- Danni / sporco: è necessario prestare attenzione per garantire che le superfici della flangia siano pulite, piatte e prive di imperfezioni troppo profonde da essere riempire completamente con la guarnizione. Prestare attenzione durante la rimozione della vecchia guarnizione, rimuovendola completamente. Una pulizia eccessiva potrebbe però danneggiare la superficie metallica. Le facce della flangia devono essere pulite con una spazzola metallica.
Materiale della guarnizione
I materiali delle guarnizioni possono avere un impatto enorme sulle prestazioni e sulla sicurezza:
- Perdita di resilienza/contatto con le facce della flangia: stai riutilizzando le vecchie guarnizioni? IL RIUTILIZZO DELLE GUARNIZIONI E’ ALTAMENTE SCONSIGLIATO. Soprattutto quando abbiamo a che fare con scambiatori di calore, il riutilizzo di vecchie guarnizioni può comportare gravi problemi di sicurezza. La guarnizione più vecchia si sarà indurita e non può più essere utilizzata per una tenuta sicura. Inoltre, il costo iniziale di una nuova guarnizione è di gran lunga inferiore rispetto ai costi di fermo macchina per sostituire una vecchia guarnizione difettosa.
- Materiale della guarnizione che si deteriora rapidamente: è probabile che il materiale della guarnizione sia incompatibile con il fluido o la temperatura di esercizio. Ricontrollare le raccomandazioni sui materiali (compatibilità chimica) e selezionare una guarnizione appropriata.
- Estrusione: se la guarnizione viene estrusa dalle facce della flangia, questo probabilmente significa che vi è un uso eccessivo di composti di giunzione. Se non specificato, l’uso di mescole e paste non è raccomandato. Questi agiscono come lubrificanti che riducono l’attrito tra la guarnizione ed i supporti metallici e quindi riducono le proprietà di carico. Dove è richiesta la finitura antiaderente, questi prodotti possono essere applicati durante la produzione della guarnizione.
- Dimensioni errate: le guarnizioni devono sempre avere bordi leggermente più grandi di quelli del serbatoio o della tubazione e non devono ostruire il percorso del fluido. In tal caso, è necessario correggere l’errore di progettazione o di produzione. L’ostruzione potrebbe creare turbolenze oltre a limitare il flusso. La guarnizione potrebbe anche subire danni a causa dell’erosione esercitata dal fluido. A condizione che la guarnizione sia compressa adeguatamente su tutta la superficie della flagia, c'è poca probabilità di assorbimento del fluido. I fori per i tiranti dovrebbero essere sufficientemente grandi da garantire uno spazio intorno alle filettature.
Articolo originale in inglese a cura di Ron Frisard, A.W. Chesterton MPD Field Product Manager.